Безвоздушная покраска – это способ распыления лакокрасочного материала под высоким давлением (500-5000 psi (50-500 бар) через небольшое сопло окрасочной установки. Распыление происходит за счет дробления лакокрасочного материала на небольшие капли благодаря высокому давлению, которое создается в аппаратах для безвоздушного распыления за счет его вытеснения с большой скоростью через специальное сопло. Безвоздушная покраска – быстрый метод окрашивания автомобиля с минимальной потерей материала, а следовательно, экономии на его цене!
ООО ТК «ТИСО» является официальным представителем компании GRACO в России. В ассортименте нашей компании имеются поршневые окрасочные аппараты для безвоздушного распыления краски по выгодным ценам.
Краскораспылители
Краскораспылитель – это большая группа оборудования, предназначенная для нанесения краски или других аналогичных покрытий. В резервуар с лакокрасочным составом опускают шланг (или крепят его к выходному отверстию). На одном конце гибкой трубки обычно установлен всасывающий фильтр, а на другом закреплена распыляющая головка. Различают два вида краскопультов в зависимости от принципа действия:
- Ручные. Для подачи краски в распылительную головку рабочий создает давление вручную с помощью специального рычага или рукоятки. Оборудование компактное, мобильное, не нуждается в источнике питания, но малопроизводительное. Подойдет для покраски небольших конструкций.
- Автоматически. Всасывание раствора производится автоматически, в конструкции краскораспылителя предусмотрен насос. Оборудование отличается высокой производительностью, но требует подключения к электросети.
Ручной краскораспылитель можно считать базовой моделью. Все остальные создаются по аналогии путем добавления функциональных узлов. Линейка оборудования включает несколько типов краскораспылителей, различных по методу распыления раствора:

- безвоздушное распыление. Используют аппараты высокого давления (до 530 бар), для удобства некоторые производители монтируют агрегат на тележку. Лакокрасочный материал подается в специальное сопло с маленьким сечением. Краска распыляется четко очерченным факелом, потери минимальные. Могут возникать трудности при покраске металлоконструкций сложной формы. Если неправильно подобрать давление, можно получить наплывы, потеки, неравномерное окрашивание;
- воздушное распыление. Используются пневматические распылители с бачком или с принудительной запиткой от подающего насоса. Краска движется по шлангу за счет создаваемого разрежения, вместе с потоком воздуха. Факел получается мягким, покрытие напыляется тонким слоем, но присутствуют потери материала, так как не все частицы долетают до поверхности. Часто вокруг работника образуется своеобразный туман из цветных частиц;
- электростатическое напыление. В конструкции краскораспылителей предусмотрена специальная камера, при прохождении которой материалу сообщается электрический заряд. Металлоконструкции заряда не имеют, поэтому краска надежно прилипает к поверхности. Покрытие получается ровным, качественным;
- окраска пламенем. Способ относительно новый, используется для создания покрытий из термопластичных полимеров. Твердый материал при попадании в пистолет-распылитель подвергается воздействию открытого огня газовой горелки. На поверхность металла покрытие попадает в жидком виде и там застывает.
Преимущества современного метода
Главным достоинством безвоздушной покраски является возможность нанесения покрытий толстым слоем и использование растворителей в меньшем объеме. В красящем потоке отсутствуют посторонние частицы и воздух, за счет чего удается получить качественное и равномерное окрашивание поверхностей. Распыление краски под высоким давлением способствует снижению затрат лакокрасочных материалов и снижает трудоемкость работ, что особенно актуально при окрашивании больших по площади объектов.
Безвоздушное распыление обладает важными преимуществами:
- Механизация окрасочного процесса и увеличение скорости выполнения работ.
- Получение идеально ровного покрытия с мягким нанесением красящего состава.
- Отсутствие необходимости в мощной вентиляции за счет снижения использования растворителей.
- Увеличение производительности окрасочных работ и возможность нанесения толстого слоя краски.
- Экономия красящих составов благодаря большой площади распыляемого потока.
- Повышение санитарно-гигиенической безопасности и экологичности выполняемых работ по окрашиванию.
При выполнении покраски безвоздушным способом следует использовать рабочий состав определенной вязкости. В краске не должны присутствовать крупные пигментирующие частицы, способные выпадать в осадок.
При работе с безвоздушными краскораспылителями нерационально окрашивать маленькие изделия и небольшие поверхности, поскольку нет возможности регулировать площадь и интенсивность красящего потока (факела).
Окрасочные камеры
Окрасочная камера монтируется непосредственно в зоне проведения окрасочных работ, является обязательной для многих производственных предприятий. В конструкции предусматриваю систему фильтров для выходящего воздуха, нагнетатели. Хорошая вентиляция необходима для снижения вредного влияния паров лакокрасочных материалов на здоровье маляра. Своевременное удаление распыленных частиц из воздуха также повышает качество покрытия.
В зависимости от устройства фильтрующей системы различают два типа камер:

- Камеры с сухими фильтрами. Здесь также есть классификация:
- стекловолоконное наполнение;
- бумажные инерционные гофрированные фильтры.
Очистка воздуха производится сухим способом, без использования воды. Внутри камеры работают с аппаратами воздушного и безвоздушного распыления.
- Камеры с водяными фильтрами. Очистка выходящего воздуха производится с помощью воды. По типу фильтрационной системы различают несколько типов камер:
- водяные завесы;
- системы дождевания.
В водяных камерах осуществляется многоступенчатая фильтрация. Конструкция оптимальна для выполнения покрасочных работ методом воздушного напыления.
Покрасочные камеры используют для напыления покрытий на крупногабаритные металлоконструкции. Сооружение по размерам бывает сопоставимо с рабочим цехом производственного предприятия, например, при покраске железнодорожных вагонов. Для небольших изделий монтируют кабины, это более компактные установки.
По типу конструкции покрасочные камеры бывают:
- одномоторные. В камере очищенный воздух подается сверху вниз под давлением. Более тяжелые потоки с красочной пылью оседают и выводятся через отверстия в нижней части стены прямо на улицу. Такая конструкция сейчас практически не используется, потому что оказывает негативное влияние на экологию;
- двухмоторные. Циркуляция воздуха обеспечивается двумя моторами. Один работает в приточной вентиляции, второй – в вытяжной. В такой камере воздух очищается гораздо быстрее, создавая приемлемые условия для работы человека;
- проходные. Сооружение имеет большой вход, выход и транспортную систему. В процессе окрашивания металлоконструкция перемещается через всю камеру насквозь;
- тупиковые. Камера имеет только вход и транспортную систему кольцевого типа, которая меняет направление движения металлоконструкции после окрашивания.
Подготовка к работе поверхности и оборудования
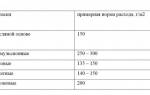
Для качественной покраски поверхности независимо от используемого оборудования успех в 90% случаев лежит в качественной подготовке поверхности. Покраска краскопультом с диаметром сопла от 1,4 до 1,6 мм, обеспечивает нанесение на поверхность краски пятна в 15-25 см. при этом слой краски будет равный не больше 1/30 мм. Краска в таком слое при первом прохождении образует ровное наложение основного слоя, поверх которого накладывается слой №2 от второго прохода. Из-за этого, на хорошо подготовленной поверхности, очищенной от пыли и с минимальными изъянами получится ровный гладкий однотонный слой краски. Улучшить поверхность, можно дополнительно ее обработав грунтовкой и повторно зашлифовав, сведя к минимуму изъяны. А вот на поверхности, имеющей пыль после оседания первого слоя краски, будет образованна прослойка, которая при наложении второго слоя краски во многих местах просто «отойдет» образуя пузыри и потеки краски.
Для краскопульта, используемого для малярных работ с побелкой или водоэмульсионными красками, для окрашивания выбираются поверхности очищенные от предыдущих слоев краски. Здесь, при наличии большого слоя побелки при попадании побелки на поверхность происходит размокание поверхности и как следствие побелка может попросту начать отваливаться.
При наличии слоя пыли на поверхности, при высыхании побелка будет приобретать серый цвет, а при использовании колера изменять не только тон, но цвет, вступая в реакцию с реактивами краски.
Для работы с различными видами красок применяются специфические растворители, поэтому необходимо тщательно следовать рекомендациям производителя оборудования и использовать именно те насадки рецептуры, которые рекомендованы. Например, для работы с профессиональными краскопультами и краскопультами бытового назначения не рекомендуется использование водоэмульсионных красок и красок на водной основе. Применение нитроэмалей с растворителями на основе ацетона не рекомендуется при использовании бытовых краскопультов с пластиковыми баками и резиновыми манжетами. Также, многие производители оборудования не рекомендуют использование в качестве основного компонента масляные краски и лаки, с растворителями на основе олифы.
При подготовке к покрасочным работам в обязательном порядке необходимо промыть все рабочие поверхности краскопульта, очистить бак для краски от остатков краски с предыдущих покрасок, разобрать и в случае необходимости радикально очистить сопло от сгустков краски.

Перед началом работ, кроме того, что необходимо подготовить рабочее место, необходимо подготовить и необходимое количество краски. Остановка в работе и приготовление недостающего объема краски чревата нарушением цветовой гаммы окрашиваемой поверхности, чаще всего одна часть будет отличаться от другой части. Многие производители бытовых краскопультов в комплекте инструмента вкладывают мерную лейку для измерения текучести краски, пользование такой лейкой позволяет определить соответствие консистенции краски для условий краскопульта. Приготовление большого объема покрасочного раствора путем смешивания готовой краски и растворителя дает возможность не останавливать процесс покраски и не угадывать с пропорциями краски и наполнителей и растворителей.
Сушильные камеры
Сушильные камеры редко монтируются как самостоятельное сооружение. Чаще всего они дополняют покрасочные кабины. В сушилку по транспортеру поступает уже окрашенная металлоконструкция для обезвоживания или полимеризации покрытия. Внутри камеры поддерживается оптимальная температура, при которой конкретный тип краски высыхает наилучшим образом. Сооружение оборудуется приточно-вытяжной вентиляцией, создается небольшое разрежение. Для очистки выходящего воздуха устанавливают систему фильтров.
Сушильные камеры полностью автоматизированы. Температурный режим, время работы и порядок отключения контролирует компьютер.
Тяжелая покрасочная артиллерия
На автосервисных предприятиях все работы связанные с покраской выполняются в основном посредством автоматических и высокотехнологичных установок, агрегатов, кабин, боксов и прочих приспособлений. Можно выделить следующее оборудование для автопокраски:
- пост подготовки автомашины;
- покрасочно-сушильные и окрасочные камеры;
- кабины смешения красок;
- инфракрасная сушка;
- мойки-автоматы для распылителей.
Кроме основных единиц техники, для работы с ЛКМ необходимы дополнительные агрегаты, такие как красконагнетательные устройства, подъемники для машин, компрессоры, экстракторы, стапельные рамы.
Стартовым местом для автомобиля является автоматизированный пост подготовки. Здесь выполняются подготовительные, рихтовочные работы и окраска.
Бренды
Сегодня множество производителей предлагает различное оборудование для покраски металлоконструкций. Например, краскораспылители различной мощности предлагает компания GRACO. В линейке бренда есть модели различной конфигурации и размеров. Фирма предлагает ручные аппараты для выполнения работ небольшого объема и мощные промышленные установки.
Если говорить о покрасочных камерах, то здесь неплохой считается продукция SPK-Group. также предлагает монтаж кабин, краскораспылители и запчасти к ним. Выбор большой. Перед покупкой оборудования стоит проанализировать все параметры предстоящих работ, чтобы выбрать максимально эффективный и экономичный вариант.
Компрессоры для покраски автомобилей
Компрессор для покраски машин – это необходимое оборудование для автосервиса. Компрессоры бывают поршневые и винтовые.

В небольших СТО и даже в быту наиболее распространены поршневые компрессоры. Внутри цилиндра находится поршень, который приходит в движение посредством работы электродвигателя. При взаимодействии поршня и двигателя появляется энергия сжатого воздуха, высвобождаясь, она через шланг поступает на необходимое устройство, которое под действием этой мощной силы приводится в действие.
Различают следующие виды поршневых компрессоров:
- масляный/безмасляный;
- бензиновый/дизельный;
- ременный/безременный.
Плюсы использования данного агрегата – это демократичная стоимость, простая конструкция, небольшие размеры, простое и легкое обслуживание, большой срок эксплуатации, создание высокого давления, температура окружающей среды не влияет на работу установки.
К минусам можно отнести необходимость замены поршневых колец, клапана и сальников и низкую производительность.
Внимания заслуживают следующие поршневые агрегаты:
- ОАО «Бежецкий завод»: К1, К12, к23, К29 (Россия).
- ЗАО «Remeza»: поршневые ременные компрессоры Air Cas (Республика Белорусь).
- «Ingersoll Rand Company» – Pet Star (США).
Винтовые компрессоры приводятся в действие посредством взаимной работы ведущего и ведомого ротора, которые располагаются параллельно друг другу. При одновременном вращении этих элементов появляются особые ячейки. Постепенно уменьшаясь, они создают повышенное давление газа.
Этот тип компрессора стоит гораздо дороже, нежели поршневой. Позволить себе такую покупку могут крупные автоцентры и предприятия, где есть необходимость в высокой производительности и имеется большой объем работ.
Винтовые компрессоры имеют массу достоинств: они могут работать непрерывно долгое время, не перегреваются, довольно низкий уровень шума и вибрации, надежны, долговечны, имеют высокую энергоэффективность и обеспечивают оптимальный и равномерный поток воздуха.
Минус оборудования – высокая цена. Однако постоянный поток клиентов быстро окупит эти вложения.

При регулярной работе компрессоры должны иметь высокую мощность (от 2,2 кВт), высокую производительность (240-620 л/мин) и давление 10 атм.
При выборе компрессорного оборудования стоит обратить внимание на:
- ОАО «Пензкомпрессормаш»: 2ВМ-10, 4 ВМ-10;М-10 (Россия).
- Atlas Copco: серии Atlas Copco ZE, Atlas Copco GA (Швеция).
- «Ingersoll Rand Company»: Sierra, серия SSR, Nirvana (США).
Следующая статья: Покраска панели приборов автомобиля. Предыдущая статья: Оклейка виниловой пленкой.